Lente acrílica, lente de plástico PMMA.


Introdución da lente:
A placa base da lente acrílica está feita de PMMA, que tamén se chama lente acrílica prensada polas persoas de Hong Kong e Taiwán.A lente acrílica refírese á placa de acrílico extruido.Para conseguir a galvanoplastia de grao óptico, a placa base formará o efecto espello despois do recubrimento ao baleiro.A lente de plástico úsase para substituír a lente de vidro, que ten as vantaxes de ser lixeiro, non é fácil de romper, moldeado e procesado cómodo, cor fácil, etc. O impulso de desenvolvemento está aumentando día a día e converteuse nunha especie de tecnoloxía. na produción de lentes.As placas de plástico xeralmente pódense facer en: espello dunha soa cara, espello de dobre cara, espello de plástico, espello de papel, media lente, etc. Pódense facer segundo diferentes requisitos.Por exemplo, a pantalla do teléfono móbil e a televisión pódese ver todos os días.
Características da lente:
O acrílico é axeitado para o procesamento secundario, como mecanizado, moldaxe termoplástica, moldaxe por soplado, blister, unión con disolventes, impresión térmica, serigrafía e galvanoplastia ao baleiro.Despois do éxito, é o que chamamos lente acrílica.
A placa acrílica polimerízase mediante un monómero de metacrilato de metilo (MMA), é dicir, o plexiglás da placa de polimetilmetacrilato (PMMA), que é un tipo de plexiglás procesado mediante un proceso especial.Ten a reputación de "raíña de plástico".A investigación e desenvolvemento do acrílico ten unha historia de máis de 100 anos.
Uso de lentes:
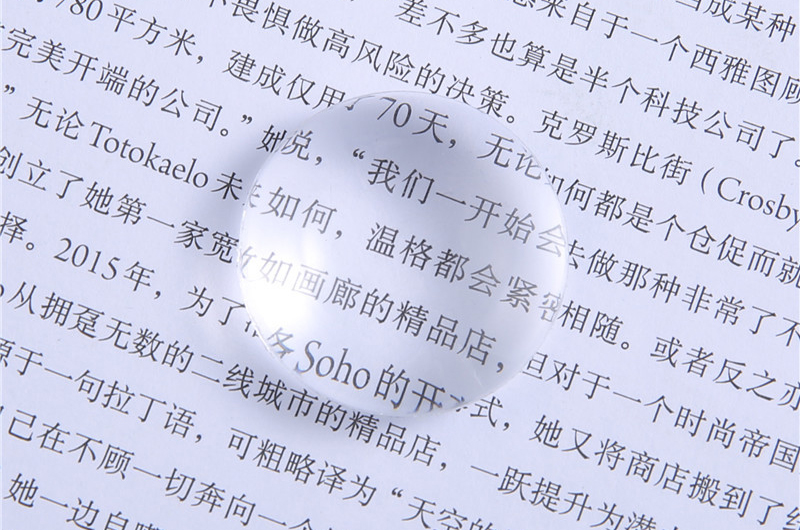
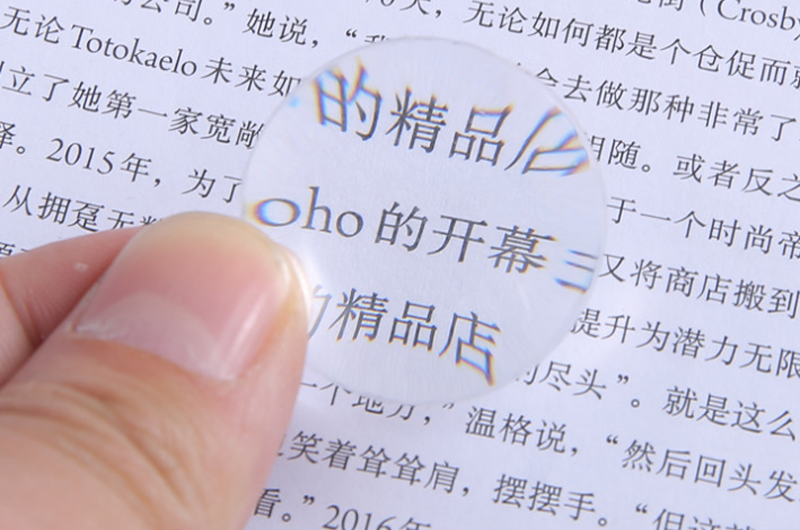
O acrílico ten as vantaxes de peso lixeiro, baixo prezo e fácil moldeado.Os seus métodos de moldaxe inclúen fundición, moldaxe por inxección, mecanizado, termoformado acrílico, etc. En particular, o moldeado por inxección pódese producir en grandes cantidades, cun proceso sinxelo e baixo custo.Polo tanto, úsase amplamente en pezas de instrumentos, lámpadas de automóbiles, lentes ópticas, tubos transparentes, etc.
O acrílico é o mellor material novo para facer artigos sanitarios despois da cerámica.En comparación cos materiais cerámicos tradicionais, o acrílico non só ten un alto brillo incomparable, senón que tamén ten as seguintes vantaxes: boa tenacidade e non é fácil de danar;Reparador forte, sempre que a escuma suave mergullada na pasta de dentes poida limpar os artigos sanitarios.A textura é suave e non hai sensación de arrefriamento óseo no inverno;As cores brillantes poden satisfacer a procura individual de diferentes gustos.O lavabo da mesa, a bañeira e o inodoro feitos de acrílico non só son de estilo exquisito, duradeiros, senón tamén ecolóxicos.A súa liña de radiación é case a mesma que a dos ósos humanos.Os produtos sanitarios acrílicos apareceron por primeira vez nos Estados Unidos e agora representan máis do 70% de todo o mercado internacional.Debido á dificultade e ao alto custo da produción de acrílico, hai moitos substitutos de baixo custo no mercado.Estes substitutos, tamén coñecidos como "acrílicos", son en realidade un taboleiro orgánico común ou un taboleiro composto (tamén coñecido como taboleiro sándwich).O taboleiro orgánico común está fundido con material de rachadura de plexiglás común e pigmento.A súa dureza superficial é baixa e fácil de esvaecer.O efecto de pulido é pobre despois de pulir con area fina.O taboleiro composto só ten unha fina capa de acrílico na superficie e plástico ABS no medio.É fácil de delaminar debido á influencia da expansión térmica e da contracción en frío durante o uso.O acrílico verdadeiro e falso pódese identificar pola diferenza de cor sutil e o efecto de pulido da sección da placa.1 Aplicación arquitectónica: fiestra, porta e fiestra insonorizadas, tapa de iluminación natural, cabina telefónica, espello decorativo de cor, etc. Aplicación publicitaria: caixa de luz, letreiro, letreiro, estante de exposición, etc. Aplicación de transporte: tren, espello de marcha atrás do coche, lente do coche, etc. 4 Aplicación médica: incubadora de bebés, varios instrumentos médicos cirúrxicos, artigos civís: artesanía, espellos cosméticos, soportes, acuarios, espellos de xoguete, etc. Aplicación industrial: cadro de instrumentos e tapa, etc. Aplicacións de iluminación: lámpada fluorescente, candelabro, tapa de farola, led. reflector, reflector acrílico, etc.
Características do proceso:
1. O acrílico contén metilo do lado polar, que ten unha higroscopicidade evidente.A absorción de auga é xeralmente de 0,3% - 0,4%.Debe ser placa acrílica antes de formar
Debe secar a unha temperatura de 80 ℃ - 85 ℃ durante 4-5 horas.2. O acrílico ten características de fluídos non newtonianos eficaces e evidentes no rango de temperatura do procesamento de moldaxe.A viscosidade do fundido diminuirá significativamente co aumento da velocidade de cizallamento, e a viscosidade do fundido tamén é moi sensible ao cambio de temperatura.Polo tanto, para o procesamento de moldaxe de polimetilmetacrilato, o aumento da presión e da temperatura de moldaxe pode reducir significativamente a viscosidade do fundido e obter unha mellor fluidez.3. A temperatura á que comeza a fluír o acrílico é duns 160 ℃ e a temperatura á que comeza a descompoñerse é superior a 270 ℃, cun amplo rango de temperaturas de procesamento.4. A viscosidade da fusión acrílica é alta, a velocidade de arrefriamento é rápida e os produtos son fáciles de producir estrés interno.Polo tanto, as condicións do proceso están estrictamente controladas durante o moldeado e os produtos tamén necesitan un tratamento posterior despois do moldeado.5. O acrílico é un polímero amorfo cunha pequena contracción e o seu rango de variación, xeralmente entre o 0,5% e o 0,8%, o que favorece a formación de pezas de plástico cunha gran precisión dimensional.6. O rendemento de corte de acrílico é moi bo e o seu perfil pódese mecanizar facilmente en varios tamaños necesarios.
Tecnoloxía de procesamento:
O acrílico pode adoptar fundición, moldaxe por inxección, extrusión, termoformado, gravado con láser, corte con láser e outros procesos.
Moldeo de fundición
O moldeado por fundición utilízase para formar perfís como placas e barras de plexiglás, é dicir, os perfís fórmanse mediante polimerización a granel.Os produtos fundidos necesitan un tratamento posterior.As condicións posteriores ao tratamento son a conservación da calor durante 2 horas a 60 ℃ e a conservación da calor durante 2 horas a 120 ℃.
Moldeo por inxección
O moldeado por inxección adopta o material granular preparado mediante polimerización en suspensión, e o moldeado realízase na máquina de moldeo por inxección de émbolo ou parafuso común.A táboa 1 mostra as condicións típicas do proceso de moldaxe por inxección de polimetilmetacrilato.Parámetros do proceso máquina de moldeo por inxección émbolo máquina de moldeo por inxección barril ℃ temperatura traseira 180-200 180-200 medio 190-230 dianteiro 180-210 210-240 temperatura da boquilla ℃ 180-210 210-240 temperatura do molde 0-804 0-8044 presión MPa 80-120 80-130 presión de retención MPa 40-60 40-60 velocidade do parafuso rp.m-1 20-30 Os produtos de inxección tamén necesitan un tratamento posterior para eliminar o estrés interno. O tratamento realízase nunha temperatura de 70-80 ℃ estufa de secado de circulación de aire quente.O tempo de tratamento da barra acrílica leva xeralmente unhas 4 horas dependendo do grosor do produto.
Termoformado
O termoformado é o proceso de transformar placas ou láminas de plexiglás en produtos de varios tamaños e formas.O corte en branco do tamaño necesario pésase no marco do molde, quéntase para suavizalo e, a continuación, presúrase para que se achegue á superficie do molde para obter a mesma forma que a superficie do molde.Despois de arrefriar e dar forma, o bordo é recortado para obter o produto.Para a presurización pódese adoptar o método de debuxo ao baleiro ou de presurización directa do punzón con perfil.A temperatura de termoformado pode referirse ao rango de temperatura recomendado na Táboa 3. Cando se usan produtos de formación de baixo calado de baleiro rápido, é apropiado adoptar a temperatura próxima ao límite inferior.Cando se forman produtos de calado profundo con forma complexa, é apropiado adoptar unha temperatura próxima ao límite superior.Xeralmente, adóptase a temperatura normal.
Temos todos os tamaños de lentes arílicas, se as necesitas, póñase en contacto connosco, tamén podemos fabricar as lentes arílicas segundo a túa esixencia.Podes enviarnos o debuxo, entón podemos facer os moldes por ti.Moitas grazas.